Назначение операции сверления применяемый инструмент. Определение, назначение и сущность процесса сверления и растачивания
13G. Что такое сверление и на чем оно основано?
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента - сверла, которое в процессе сверления одновременно имеет вращательное и поступательное движение вдоль оси просверливаемого отверстия.
137. Где используется сверление?
Сверление в первую очередь применяется при выполнении отверстий в деталях, соединяемых при сборке.
138 Какими видами обработки получают круглые отверстия в материале в зависимости от требуемой точности?
В зависимости от требуемой степени точности используют следующие виды обработки: сверление, рассверливание, зенкерование, развертывание, расточку, зенкование, зацентровывание.
139. Какие виды работ выполняют на сверлильных станках?
На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
140. В каких случаях инструмент (сверло) делает вращательное и поступательное движения, а когда - только поступательное?
Сверло выполняет вращательное н поступательное движение при работе на сверлильном станке, при этом обрабатываемая деталь неподвижна. Обработка деталей на токарном станке, автомате или револьверном станке выполняется при вращении детали, а инструмент совершает только поступательное движение.
141. Назвать инструменты и приспособления для сверления.
Для выполнения операции сверления используются сверла с коническим или цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания сверла, сверлильные самоцентрирующие патроны двух - и трехщековые, рукоятки для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты, угольники, ручные тиски, наклонные столы, а также разного вида приспособления, ручные и механические сверлильные станки и дрели.
142. Назвать виды сверлильных станков.
Различают сверлильные станки с ручным и механическим приводом. К ручным сверлильным станкам с ручным приводом относятся: коловороты, дрели, сверлильные трещотки и ручные сверлильные верстачные станки. К ручным сверлильным станкам с механическим приводом относятся электрические и пенвматические дрели, позволяющие при использовании специальных хвостовиков сверлить отверстия в труднодоступных местах.
К сверлильным станкам с механическим приводом относятся вертикально-сверлильные, радиально-сверлильнке, горизонтально-расточные и специальные сверлильные станки. Вертикально-сверлильные станки могут иметь устройства для применения многошпиндельных головок. Специальные сверлильные могут быть агрегатными, многопозиционными и многошпиндельиыми.
143 Какие преимущества имеет вертикально-сверлильный станок?
Вертикально-сверлильный станок отличается от других сверлильных станков тем, что имеет станину с вертикальным расположением направляющих, по которой может перемещаться стол станка. Кроме того, он имеет механизм подачи, насос для подачи охлаждающей жидкости, а также коробки скоростей для получения разных частот вращения сверлильного шпинделя станка.
144. Назвать максимальные диаметры сверл, которыми можно сверлить отверстия па обычных видах сверлильных станков.
На вертикально-сверлильных станках (в зависимости от типа) можно сверлить отверстия сверлами диаметром до 75 мм, на верстачных сверлильных станках - сверлами диаметром до 15 мм, на настольных сверлильных станках - сверлами диаметром до 6 мм. Ручными электрическими сверлильными дрелями (в зависимости от типа) можно сверлить отверстия диаметром до 25 мм, ручными пневматическими сверлильными машинами - сверлами диаметром до 6 мм.
145. В каких случаях используется сверлильная трещотка?
Сверлильные трещотки используют для сверления отверстий в труднодоступных местах в стальных конструкциях. Ручной привод, обеспечиваемый колебательным движением рычага трещотки, создает вращение сверла и ею подачу вдоль оси отверстия.
Недостатком сверления трещоткой является малая производительность и большая трудоемкость процесса.
146. Что такое сверло?
Сверло - это режущий инструмент, которым выполняют цилиндрические отверстия (рис. 23).
147. Назвать виды сверл в зависимости от их конструкции. 61
По конструктивному оформлению режущей части сверла делятся на перовые, с прямыми канавками, спиральные с винтовыми канавками, для глубокого сверления, центровочные и специальные.
148. Назвать виды спиральных сверл в зависимости от их выполнения.
Спиральные сверла в зависимости от их выполнения делятся на скрученные, фрезерованные, литые (для больших
Диаметров), с пластинками из сплавов карбидов металлов и сварные.
149. Из какой стали изготовляют сверла?
Сверла изготовляют из инструментальной углеродистой стали У10А, У12А, легированной 9ХС или из быстрорежущей стали Р18, Р9, РЭМ. Используются часто сверла, облицованные пластинками из сплавов карбидов вольфрама и титана.
150 Какого класса точности получаются отверстия, выполненные спиральным сверлом?
Спиральным сверлом выполняют отверстия, к которым предъявляются требования по точности, отверстия, предназначенные для дальнейшей обработки развертыванием» 62
|
Точность обработки |
|||
|
СТ-СЭВ 144-75 |
|||
|
Способ выполнения отверстия |
|||
|
Точности |
Число единиц допуска |
Квалитет |
|
|
Сверление без кондуктора |
|||
|
Диаметр до 30 мм - сверление по кондуктору; сверление и зенкерова - ние. Диаметр свыше 30 мм - сверление и зенкерование; сверление и расточка резцом |
|||
|
Для стали (диаметр до 20 мм) и для |
|||
|
Чугуна (диаметр до 25 мм) - сверление и развертывание. Для стали {диаметр свыше 20 мм) и для чугуна (диаметр свыше 25 мм) - сверление, расточка резцом или. зенкерование и развертывание; сверление и две расточки резцом; спсрление, зенкерова - нне и шлифование; сверление и протягивание |
|||
|
Диаметр до 12 мм - сверление и одно- |
|||
|
Или двукратное развертывание. Диаметр выше 12 мм - сверление; зенкерование и одно - или двукратное развертывание; сверление и протяги |
|||
|
Вание; сверление, зенкерование и шлифование; сверление, зенкерование |
|||
|
Й раскатывание |
|||
|
Сверление, зенкерование и завершающие операции: алмазная раскатка и тонкая расточка |
Расточкой или протягиванием, отверстия под нарезания резьб (табл. 7).
151. Из каких элементов состоит спиральное сверло? Спиральное сверло состоит из хвостовика и рабочей
Части, которая делится на направляющую и режущую части. Между направляющей частью и хвостовиком находится шейка.
152. Что такое хвостовик и для чего он служит? Хвостовик - это часть сверла цилиндрической или конусной формы (сверла по дереву имеют четырехгранный конический хвостовик), которая служит для закрепления
Сверла при конической форме в конических переходных втулках с конусом Морзе, а при цилиндрической - в двух - или трех кулачковом сверлильном патроне. Концевые втулки и сверлильный патрон закрепляются в отверстии шпинделя. Конусные хвостовики заканчиваются лапкой, которая служит для выбивания сверла из шпинделя или конусной переходной втулки. Цилиндрический хвостовик заканчивается поводком. Для сверления отверстий сверлильными трещотками или ручными коловоротами используются чаще всего сверла с квадратными хвостовиками. Сверла с цилиндрическим хвостовиком обычно имеют малые диаметры (до 20-30 мм).
153. Описать направляющую часть сверла.
Направляющая часть сверла - это часть, находящаяся
Между шейкой и режущей частью. Она служит для направления сверла вдоль оси отверстия. Направляющая часть имеет винтовые канавки для отвода стружки и стержень сверла. На наружной винтовой поверхности направляющей части сверла имеется ленточка.
154. Из каких элементов состоит рабочая часть сверла?
Рабочая часть сверла состоит из направляющей и режущей частей.
155. Что такое ленточка сверла?
Ленточкой называется узкий поясок вдоль винтовой канавки, плавно сбегающий к хвостовику. Цель ленточки - принять на себя часть трения сверла о стенки отверстия, появляющегося во время вхождения инструмента в материал. Диаметр сверла измеряется по расстоянию между ленточками.
156. Что такое режущая часть спирального сверла?
Режущая часть спирального сверла состоит из двух режущих граней, соединенных третьей гранью - так называемой поперечной перемычкой.
157. От чего зависит величина угла при вершине сверла?
Величина угла наклона винтовой канавки сверла зависит от вида обрабатываемого материала (табл. 8).
158. Какое влияние оказывает на резание усилие подачи во время сверления?
Процесс резания металла режущей кромкой осуществляется путем врезания ее в металл, под действием вращения сверла и его осевой подачи. Величина угла режущей кромки определяется углом наклона винтовой линии и зад - 64
Ним углом заточки сверла. Величина необходимого усилия подачи и сила резания определяются величиной переднего и заднего углов резания и величиной поперечной кромки. Уменьшить необходимое усилие подачи при сверлении можно за Счет подточки поперечной кромки (перемычки) и выбора для данного материала оптимального угла резания.
159. Что следует сделать со сверлом, если оно плохо сверлит?
Если сверло плохо сверлит, его следует заточить. Заточку можно выполнять вручную или машинным способом.
Правильная заточка сверла дает возможность получать необходимые углы, удлиняет срок службы сверла, уменьшает усилия, а также дает возможность получать правильно выполненные отверстия.
Подбор необходимых для данного материала углов резания и заточка на специальных заточных станках для сверл обеспечивают получение правильных углов заточки и положение поперечной кромки в центре сверла. После заточки можно проверить углы заточки с помощью угломера или шаблона.
160. Описать перовое сверло.
Перовые сверла (рис. 23, б) обычно изготовляются из углеродистой инструментальной стали У10А или У12А, В этих сверлах различают следующие элементы: двусторонняя режущая часть с углом 116°, односторонняя - с углом 90-120°, направляющая часть с углом 100-110°, конусная рабочая часть, шейка и хвостовик.
Двусторонняя режущая часть обеспечивает рабочее движение при вращении сверла в обе стороны. Односторонняя режущая часть обеспечивает работу сверла только в одном направлении. 65
Недостатком этих сверл является отсутствие направляющей и изменение диаметра при каждой заточке. Применяются для отверстий малого диаметра, которые не требуют высокой точности исполнения.
Перовые сверла с удлиненной направляющей частью обеспечивают лучшее направление и более точный размер отверстия, дают возможность получать одинаковый диаметр до тех пор, пока не сошлифуется направляющая часть. Однако эти сверла малопроизводительны.
161. Что такое подача сверла?
Подача сверла - это его осевое перемещение, мм, в материале во время выполнения одного полного оборота вдоль собственной оси сверла.
162. Что такое глубина резания?
Снятый слом материала характеризует толщина снятого слоя, выражающаяся формулой t = у мм, где t - глубина
Резания, d-диаметр сверла.
163. Что такое скорость резания?
Скорость резания при сверлении - это окружная скорость на ленточке сверла, м/мин, выражающаяся формулой
Где d- диаметр сверла; п - частота вращения сверла в минуту.
164. Что следует сделать перед тем, как приступить к сверлению?
Перед тем, как приступить к сверлению, нужно соответствующим образом подготовить материал (разметить и обозначить места сверления), инструмент и сверлильный станок. После закрепления и проверки установки детали на столе сверлильного станка или в другом приспособлении, а также после закрепления сверла в шпинделе станка приступают к сверлению согласно инструкции и требованиям безопасности труда. Нельзя забывать об охлаждении сверла.
165. Назвать дефекты при сверлении.
Дефекты в процессе сверления бывают разные: это может быть поломка сверла, выкрашивание режущих кромок, отклонение сверла от оси отверстия и т. д.
В табл. 9 указаны виды дефектов, причины их возникновения, а также способы устранения этих дефектов, 66
В ряде случаев кондукторные плиты имеют отверстия без кондукторных втулок.
167. Какова цель охлаждения при сверлении и какие охлаждающие жидкости используются?
Смазочно-охлаждающая жидкость (СОЖ) выполняет три основных функций: является смазкой для уменьшения трения между режущим инструментом, сверлом, металлом детали и стружки; является охлаждающей средой, интенсивно отводящей тепло, возникающее в зоне резания, и облегчает удаление стружки из этой зоны.
СОЖ применяются при всех видах обработки металла резанием.
Хорошая СОЖ не вызывает корродирования инструмента, приспособления и детали, не оказывает вредного влияния на кожу человека, не имеет неприятного запаха и хорошо отводит тепло. При сверлении отверстий в стали используется водный раствор мыла, 5%-ный раствор эмульсии Э-2 или ®ЭТ-2, при сверлении в алюминии -5%-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное» - 50%, керосин - 50%. При сверлении мелких отверстий в чугуне СОЖ не используют. При сверлении в чугуне глубоких отверстий используется сжатый воздух или 1,5%-ный раствор эмульсии Э-2 или ЭТ-2. При сверлении меди и сплавов на ее основе применяется 5%-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное».
168. Каким образом выполняются в металле отверстия диаметром более 30 мм?
Чтобы получить в металле или детали отверстия с диаметром выше 30 мм, следует применить двукратное сверление. Первая операция выполняется сверлом диаметром 10-12 мм, а затем - сверлом требуемого диаметра (рассверливание). При сверлении с двумя рассверливаниями или сверлении, рассверливании и зенковании значительно снижаются усилия резания и время выполнения операций.
169. Каким образом удаляется из отверстия в металле сломанное сверло?
Удалить из просверливаемого отверстия сломанное сверло можно путем вывертывания его в сторону, обратную спирали сломанной части, щипцами, если имеется выступающая часть сверла. Если сломанное сверло находится внутри материала, то нагревают просверливаемую деталь вместе со сверлом до покраснения, а затем постепенно охлаждают. Отпущенное сверло можно выкрутить специальным приспособлением
170. Какой инструмент называют центровочным сверлом?
Центровочным сверлом называют инструмент, используемый для выполнения центровых отверстий в торцевых поверхностях валов. Различают два вида центровочных сверл: для обычных центровых отверстий без предохранительного конуса и для центровых отверстий с предохранительным конусом (рис. 25). Нормализованным углом обычного центровочного сверла является 60°, а с предохранительным конусом - 60 и 120°.
На больших и тяжелых валах центровое углубление с торцев выполняется аа три операции: сверление, зенкование на 60° и зенкованій предохранительного конуса на 120°.
171. Каким инструментом и когда выполняется зенкерование?

Зенкерование - это увеличение диаметра ранее просверленного отверстия или создание дополнительных поверхностей. Для этой операции служат зенкеры, режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную поверхности (рис. 26). Цель зенкерования - создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов, или выравнивание торцевых поверхностей.
Зенкеры могут быть сплошными и с приваренным хвостовиком.
172. Из каких материалов выполняется зенкер?
Зенкер выполняется из углеродистой инструментальной стали УЮА, У12А, легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса наборных зенкеров делаются из стали 45 или
173. Назвать виды зенкеров.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными, сварными с приваренным хвостовиком, насадными сплошными и насадными сборными. Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров - сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и 120°.
174. Что такое развертка и когда она применяется? Развертка - это многолезвийный режущий инструмент,
Используемый для окончательной обработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2-го- 3-го класса (10-го-7-го квалитета на ЕСДП СЭВ), а при особо тщательном выполнении - 1-го класса (6-го-5-го квалитета) при шероховатости поверхности 7-го-8-го класса чистоты (Ra= 1,25...0,32 мкм).
175. Каким должен быть диаметр отверстия до развертывания?
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание (табл. 10).
|
10. Припуск на диаметр под развертывание после сверла, резца или зенкера, мм |
176. Назвать виды и типы разверток.
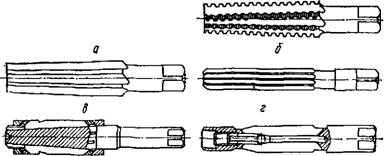
Различают следующие виды разверток: по способу использования - ручные и машинные, по форме - с цилиндрической или конической рабочей частью, по точности обработки - черновые и чистовые, по конструкции - с цилиндрическим хвостовиком, с коническим (конус Морзе) хвостовиком и насадные. Насадные развертки могут быть цельными, со вставными ножами и плавающие. Ручные развертки могут быть цельными и разжимными. Развертки могут иметь простые и винтовые зубья. На рис. 27 представлены ручные развертки.
177. Какое количество зубьев у разверток с прямыми зубьями?
Число зубьев развертки зависит от ее диаметра и назначения. Так, для разверток повышенной точности и при обработке хрупких материалов (чугуна, бронзы) число
В остальных случаях
Г = 1,51/0 + 2,
Где D - диаметр развертки, мм. Число зубьев у ручных и машинных разверток с прямыми зубьями чаще всего четное (например, 8, 10, 12, 14).
178. Назвать направления режущих кромок в спиральных развертках.
Развертки со спиральными зубьями имеют режущие части лево - и правосторонние.
179. Когда используются разжимные и регулируемые развертки?
Разжимные и регулируемые развертки используются при ремонтных работах для развертывания отверстий, которые имеют разный допуск, а также для минимального увеличения уже окончательно выполненного отверстия.
180. Что входит в комплект конических разверток для получения гнезд с конусом Морзе?
В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки.
181. Где используются котельные развертки?
Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки.
182. Где закрепляются хвостовики ручных трехперых
Разверток?
Трехперые ручные развертки закрепляются в постоянных или регулируемых державках.
183. Почему развертки имеют разный шаг режущих крбЬкж?
С целью улучшения качества отверстия и предупреждения его гранённости, Зубья по окружности располагаются н§ разном расстоянии один от другого, т. е. применяется неравномерный шаг.
184. Из каких элементов состоит развертка? Развертка имеет следующие элементы: рабочую часть,
Шейку и хвостовик (конусный или цилиндрический).
185. Назвать СОЖ, используемые при развертывании отверстии в различных материалах.
В табл. 11 приведены составы СОЖ, используемые при развертывании отверстий в различных материалах.
СОЖ используются для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента.
186. Из каких материалов делают развертки?
Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки 74
ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приварными хвостовиками из стали 45. Корпуса сборных разверток, а также регулируемых и насадных делаются из конструкционных сталей.
187, Что такое пробойник и в каких случаях пробиваются отверстия?
Пробойник фис. 28) - это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковим отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы.
Пробивание отверстия выполняется тогда, когда допускается некоторое повреждение поверхности в зоне отверстия и не требуется чистота и точность отверстия.
188. Какие требования техники безопасности следует выполнять при работе на сверлильных станках?
Сверлильный станок необходимо включать и работать на нем в соответствии с инструкцией по эксплуатации оборудования, а также в соответствии с требованиями техники безопасности труда. Следует использовать специальную рабочую одежду, обязательно подбирать волосы под головной убор, особенно женщинам.
Детали должны быть правильно и надежно закреплены в тисках или приспособлениях, имеющих хорошее техническое состояние. При сверлении малых отверстий левая рука, придерживааощая деталь, должна оказывать сопротивление, противоположное направлению вращения шпинделя. Во время рабочего хода шпинделя сверлильного
Станка нельзя придерживать или тормозить шпиндель, менять скорости и подачи, очищать стол или деталь от стружки.
Сверло нужно охлаждать СОЖ с помощью кисточки или поливом. Не допускается охлаждение влажными ветошью или тряпками. Сверлильный станок нужно включать или останавливать сухими руками. Все поломки, которые можно устранить, должен устранять обученный этому работник. Перед тем, как приступить к работе, следует проверить техническое состояние сверлильного станка и инструментов.
29. Сверление. Сущность процесса, назначение и область применения, применяемое оборудование (станок), инструмент, приспособления, точность размеров и шероховатость обрабатываемой поверхности.
Сверление - основной способ получения сквозных и глухих отверстий в сплошном материале заготовки. В качествеинструмента используетсясверло . Обработка производится насверлильных и токарных станках . На сверлильных станках сверло совершает вращательное движение и продольное вдоль оси отверстия, а заготовка закреплена на столе станка. На токарных станках обрабатываемая деталь закрепляется в патрон и совершает вращательное движение, сверло крепится в заднюю бабку станка и совершает поступательное движение вдоль оси отверстия.
Рис.2. Схемы: а, б - сверления, в – рассверливания, г-зенкерования, д- развертывания
Диаметр просверливаемого отверстия можно увеличить сверлом большего размера. Такие операции называют рассверливанием . При сверлении обеспечивается сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и меньшей шероховатости поверхности выполняются зенкерование и развертывание. Зенкерованием обрабатывают предварительно полученные отверстия многолезвийным инструментомзенкером , который имеет более жесткую рабочую часть. Число зубьев не менее трех.
Развертыванием можно исправить неточности формы отверстия.Развертки - многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности.
Назначение сверления: Сверление необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание.
Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
Отделение (отрезка) заготовок из листов материала.
Ослабление разрушаемых конструкций.
Закладка заряда взрывчатого вещества при добыче природного камня.
Операции сверления производятся на следующих станках:
Вертикально-сверлильные станки.
Горизонтально-сверлильные станки.
Вертикально-расточные станки.
Горизонтально-расточные станки.
Вертикально-фрезерные станки.
Горизонтально-фрезерные станки.
Универсально-фрезерные станки.
Токарные станки (сверло неподвижно а обрабатываемая заготовка вращается).
Токарно-затыловочные станки (сверление вспомогательная операция, сверло неподвижно).
Для облегчения процессов резания материалов применяют следующее:
Охлаждение (вода, эмульсии, олеиновая кислота, углекислый газ, графит).
Ультразвук (ультразвуковые вибрации сверла увеличивают производительность и дробление стружки).
Подогрев (ослабляет твёрдость труднообрабатываемых материалов).
Удар (при ударно-поворотном сверлении (бурении) камня, бетона).
30. Протягивание. Сущность процесса, назначение и область применения, применяемое оборудование (станок), инструмент, приспособления, точность размеров и шероховатость обрабатываемой поверхности.
Протягивание - высокопроизводительный метод обработки деталей разнообразных форм, обеспечивающимвысокую точность формы и размеров обрабатываемой поверхности. Из-за высокой стоимостиинструмента - протяжки , протягивание применяют в крупносерийном производстве. В протяжке каждый режущий зуб больше последующего на определенную величину. Процесс резания при протягивании производится на протяжныхвертикального и горизонтального исполнений станках при поступательном движении инструмента относительно неподвижной заготовки за один проход.
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры отверстий от 5 до 250 мм.

Рис. 6. Схемы протягирания: 1-обрабатываемая деталь,2 – протяжка; а…д- внутреннее протягивание; з…ж- наружнее протягивание
Цилиндрические отверстия протягивают после сверления, растачивания или зенкерования. Шпоночные и шлицевые пазы протягивают протяжками, форма которых в поперечном сечении соответствует профилю протягиваемого отверстия.
Наружные поверхности различной геометрической формы протягивают на вертикально-протяжных станках для наружного протягивания.
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в мелкосерийном и единичном. Протяжки различных конструкций - наружные, внутренние, и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки).
Дорнование (дорнирование) – вид обработки заготовок без снятия стружки. Сущность дорнования сводится к перемещению в отверстии заготовки с натягом жёсткого инструмента – дорна. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.
Станки для протягивания:
Горизонтально-протяжные станки: Все виды внутреннего и наружного протягивания заготовок.
Пресса: Обработка отверстий дорнами (прошивка, формообразование, калибровка).
Виды протягивания:
Внутреннее протягивание. Наружное протягивание. Дорнование. Накаливание.
Л абораторная работа № 3
Сверлильные станки и виды выполняемых работ
Цель работы: изучение устройства и назначения сверлильного станка, выполняемых на нем работ, применяемого центрового инструмента.
В процессе выполнения работы следует изучить основные узлы сверлильного станка их кинематику и функциональное назначение. Определить основные и вспомогательные движения и элементы режима резания при выполнении сверлильных работ.
Существуют различные виды сверлильных станков: вертикально-сверлильные, радиально-сверлильные, горизонтально-расточные, агрегатные, координатно-расточные.
Сверлильные станки предназначены для сверления, зенкерования, развертывания, нарезания резьбы и других видов обработки отверстий (зенкование, цекование и др.)
Типичным вертикально-сверлильным станком является станок модели 2H118, предназначенный для обработки деталей малых и средних размеров (рисунок 1).
На фундаментной плите 1, являющейся основанием станка, укреплена монолитная колонна 9 (станина станка), имеющая вертикальные направляющие в форме ласточкина хвоста. По вертикальным направляющим колонны перемещается стол 2, служащий для крепления обрабатываемых заготовок, и сверлильная головка 7, в которой монтируются все основные узлы станка: коробка скоростей 5, коробка подач 4 и шпиндель 3. Привод станка включает электродвигатель 6 мощностью 1,5 кВт. Управление механизмом подач осуществляется рукояткой 8.
При выполнении на станке сверлильных работ главным рабочим движением является вращение инструмента (сверла, зенкера, развертки, метчика, зенковки, и т.д.), а движением подачи – перемещение инструмента в осевом направлении (в данном случае, вертикальном). Главное движение передается шпинделю от электродвигателя через коробку скоростей, обеспечивающую различные частоты вращения шпинделя. Механизм подачи обеспечивает различные скорости вертикального перемещения шпинделя с инструментом.
Сверление – это получение отверстия в сплошной заготовке. Операция выполняется сверлом. Конструкции сверл различного применения представлены на рисунке 2. Конструкция спирального сверла представлена на рисунке 3.
С помощью спиральных сверл проделывают отверстия диаметром до 80мм. Цилиндрический хвостовик обычно бывает у сверл диаметром 12мм, он служит для закрепления в сверлильном патроне и заканчивается поводком, предохраняющим сверло от проворачивания. Конический хвостовик (конус Морзе) заканчивается лапкой, служащей для передачи крутящего момента и для извлечения инструмента из шпинделя. Между хвостовиком и рабочей частью у сверл диаметром более 5 мм есть шейка, на которой наносится маркировка инструмента. Шейка служит для выхода шлифовального круга при изготовлении и заточке сверла, а также для нанесения маркировки. Шейка может отсутствовать в случае, если диаметр хвостовика больше диаметра калибрующей части сверла.
Рабочая часть сверла имеет две спиральные канавки и заканчивается заборным конусом - режущей частью. В пересечении винтовых канавок с конусом (передней и главной задней поверхностей) образуются две главные режущие кромки, выполняющие основную работу резания (рис. 4).
Главные режущие
кромки при сопряжении друг с другом
образуют поперечное лезвие - перемычку
(вспомогательная режущая кромка).
Перемычка располагается относительно
главных режущих кромок под углом
 и режет металл с затруднением. Для того
чтобы сверло не сместилось, предварительно
производят центровку заготовки коротким
спиральным сверлом большого диаметра
или специальным центровочным сверлом
с углом при вершине 90 градусов. Отверстия
диаметром более 30 мм просверливаются
в два приема. Сначала сверлится отверстие
диаметром, немного превышающим длину
перемычки сверла, а затем отверстие
рассверливается до необходимого
диаметра.
и режет металл с затруднением. Для того
чтобы сверло не сместилось, предварительно
производят центровку заготовки коротким
спиральным сверлом большого диаметра
или специальным центровочным сверлом
с углом при вершине 90 градусов. Отверстия
диаметром более 30 мм просверливаются
в два приема. Сначала сверлится отверстие
диаметром, немного превышающим длину
перемычки сверла, а затем отверстие
рассверливается до необходимого
диаметра.
Для уменьшения трения направляющей части сверла о стенки просверливаемого отверстия ее диаметр имеет переменное сечение, уменьшающееся к хвостовику. В этих же целях наружная поверхность направляющей части сверла профрезерована и оставлены две выступающие ленточки, расположенные вдоль винтовых канавок. Кромки ленточек зачищают цилиндрическую поверхность просверливаемого отверстия, поэтому их считают вспомогательными режущими кромками. Таким образом, у спирального сверла имеется пять режущих кромок - две главные и три вспомогательные.
Две главные режущие
кромки образуют угол при вершине (угол
в плане). Для сверления мягких материалов
 ,
для твердых и хрупких
,
для твердых и хрупких .
Стандартные сверла рассчитаны на
сверление конструкционных сталей и
имеют угол
.
Стандартные сверла рассчитаны на
сверление конструкционных сталей и
имеют угол .
.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки. Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4-1,5 раза.
Для повышения эффективности работы спиральными сверлами наряду с предварительным рассверливанием отверстий используют такие способы, как подточка поперечной кромки, изменение угла при вершине, подточка ленточки, двойная заточка.
Формы заточки режущей части сверла представлены на рисунке 5: а) – нормальная, б) – нормальная с подточкой перемычки, в) – нормальная с подточкой перемычки и ленточки, г) – двойная с подточкой перемычки, д) – двойная с подточкой перемычки и ленточки.
Элементы режима резания при сверлении:
 -
скорость резания (м/мин), окружная
скорость точки на режущей кромке,
наиболее удаленной от оси сверла:
-
скорость резания (м/мин), окружная
скорость точки на режущей кромке,
наиболее удаленной от оси сверла:
 ;
;
 -
наружный диаметр сверла, мм;
-
наружный диаметр сверла, мм;
 -
частота вращения сверла, об/мин.
-
частота вращения сверла, об/мин.
Подача сверла
 (мм/об), это величина осевого перемещения
сверла за один оборот. Глубина резания
(мм/об), это величина осевого перемещения
сверла за один оборот. Глубина резания (мм):
(мм):
при сверлении
 ,
,
при рассверливании
 ,
,
где
 -
диаметр предварительно просверленного
отверстия (мм).
-
диаметр предварительно просверленного
отверстия (мм).
Порядок выполнения работы:
1. Изучить методические указания к лабораторной работе.
2. Получить индивидуальное задание у преподавателя, включающее модель станка, а также движения станка и элементы режима резания, параметры которых необходимо рассчитать.
3. Изучить функциональное назначение основных узлов сверлильного станка, выполнить эскиз с общей компоновкой станка, где обозначить основные узлы.
4. Изучить кинематическую схему сверлильного станка. Составить расчетные выражения и определить скорости заданных преподавателем движений станка. Зарисовать кинематические схемы.
5. Изучить применяемый на станке инструмент, его геометрию.
6. Составить отчет к лабораторной работе в который включить все ранее перечисленные пункты.
Обеспечение качества обработки при сверлении
Сверление отверстий с параллельными осями
В зависимости от характера производства одновременная об-работка этих отверстий производится либо на многошпиндельных станках с регулируемым положением шпинделей, либо многошпин-дельными головками, установленными на одно-шпиндельных стан-ках или силовых головках агрегатного станка. При сверлении с применением многошпиндельных головок сверло направляется по кондукторным втулкам, устанавливаемым в кондукторе или в прижимной кондукторной плите. В последнем случае обрабатывае-мую деталь устанавливают на столе станка в приспособлении, ко-торое ориентируется с многошпиндельной головкой при помощи направляющих колонок.
Сверление боковых отверстий
При обработке на многошпиндельных станках четырех и бо-лее отверстий, применение ручной подачи оказывается нерацио-нальным, в виду увеличения осевых усилий и неравномерности по-дач. В связи с этим получили распространение специальные мно-гопозиционные станки с пневмогидравлическим приводом. На та-ком станке возможна обработка деталей, имеющих радиально расположенные отверстия в различных по высоте плоскостях Пе-реналадка станка заключается в смене кондуктора, зажимных цанг, сверл и установке сверлильных головок под соответствующим углом.
Быстрая переналадка, небольшие потери времени, совмеще-ние машинного времени при сверлении дают возможность приме-нять этот станок в условиях серийного и даже мелкосерийного производства.
Сверление отверстий расположенных во взаимно перпенди-кулярных областях.
Одновременно такие отверстия можно обрабатывать на агре-гатных станках, скомпонованных из нормализованных узлов.
Возможные дефекты просверленных отверстий
1. Диаметр просверленного отверстия немного большее диа-метра сверла. Причины: режущие кромки сверла неодинаковой длины. Дефект неисправим.
2. Ось отверстия не совпадает с осью детали. Причина: увод сверла в сторону в начале сверления. Дефект неисправим.
3. Диаметр отверстия больше диаметра сверла и коническое дно ступенчатое. Причина: неодинаковые длина и наклон режущих кромок и оси сверла. Дефект неисправим.
4. размеры отверстия по краям больше, чем в середине. При-чина: сверло установлено выше или ниже оси центра.
5. Ось отверстия не совпадает с осью детали в конце отвер-стия. Причина: в материале (на пути сверления возможны ракови-на. Дефект неисправим.
6. Шероховатость поверхности отверстия не соответствует за-данной. Причина: большая подача сверла, затупилось или непра-вильно заточено сверло, износ ленточек, нерегулярное удаление стружки из отверстия.
Сверла предназначены для создания отверстий в материале – как сквозных, так и несквозных (углублений). Выпускаются сверла для самых различных материалов, которые используются в производстве и быту: для древесины и ее композитов, металла, бетона, пластика, камня и пр.
Сверление происходит в результате поступательного (вдоль оси) и вращательного движения сверла. Срез материала производится режущими кромками, которые могут иметь различную конфигурацию и углы заточки. К подвидам сверления относят засверливание (выполнение глухого отверстия) и рассверливание (расширение имеющегося отверстия до большего диаметра).
Существует множество видов сверл, различающихся назначением, конфигурацией рабочей поверхности, способом изготовления, видом материала, для которого они предназначены, и пр.
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.

Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.

Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.

Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.

Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.

Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.

Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.

По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.

Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.

Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.

Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.

Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.

Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.

Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.

Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.

Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.

Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.

Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.

Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь. Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами. Например, при ремонте квартиры.

Назначение сверления
Сверление - необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
- Изготовление отверстий под нарезание резьбы, зенкерование , развёртывание или растачивание.
- Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
- Отделение (отрезка) заготовок из листов материала.
- Ослабление разрушаемых конструкций.
- Закладка заряда взрывчатого вещества при добыче природного камня.
Станки и инструменты для выполнения сверления
Корпус сверла со сменными твердосплавными пластинами
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов - свёрл . Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
- Углеродистые стали (У8,У9,У10,У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
- Низколегированные стали (Х,В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
- Быстрорежущие стали (Р9,Р18,Р6М5,Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
- Свёрла, оснащенные твёрдым сплавом , (ВК3,ВК8,Т5К10,Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
- Свёрла, оснащённые боразоном : Сверление закалённых сталей и белого чугуна , стекла , керамики , цветных металлов.
- Свёрла, оснащённые алмазом : Сверление твёрдых материалов, стекла, керамики, камней.
Операции сверления производятся на следующих станках:
- Вертикально-сверлильные станки: Сверление - основная операция.
- Горизонтально-сверлильные станки: Сверление - основная операция.
- Вертикально-расточные станки: Сверление - вспомогательная операция.
- Горизонтально-расточные станки: Сверление - вспомогательная операция.
- Вертикально-фрезерные станки: Сверление - вспомогательная операция.
- Горизонтально-фрезерные станки: Сверление - вспомогательная операция.
- Универсально-фрезерные станки: Сверление - вспомогательная операция.
- Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
- Токарно-затыловочные станки: Сверление - вспомогательная операция. Сверло неподвижно.
- Токарно-револьверные станки : Сверление - вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
- Механические дрели : Сверление с использованием мускульной силы человека.
- Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
Для облегчения процессов резания материалов применяют следующие меры:
- Охлаждение: Смазочно-охлаждающие жидкости и газы(вода , эмульсии, олеиновая кислота , углекислый газ, графит и др.)
- Ультразвук : Ультразвуковые вибрации сверла увеличивают производительность и дробление стружки.
- Подогрев: Подогревом ослабляют твёрдость труднообрабатываемых материалов.
- Удар : При ударно-поворотном сверлении (бурении) камня, бетона .
Виды сверления
- Сверление цилиндрических отверстий.
- Сверление многогранных и овальных отверстий.
- Рассверливание цилиндрических отверстий (увеличение диаметра).
- Центровка: высверливание небольшого количества материала для позиционирования другого сверла (например, при глубоком сверлении) или для фиксирования детали задним центром.
- Глубокое сверление: Сверление на глубину 5 и более диаметров отверстия. Часто требует специальных технических решений.
Охлаждение при сверлении
Большой проблемой при сверлении является сильный разогрев сверла и обрабатываемого материала из-за трения. В месте сверления температура может достигать нескольких сотен градусов Цельсия.
При сильном разогреве материал может начать гореть или плавиться. Многие стали при сильном разогреве теряют твердость, в результате режущие кромки стальных свёрл быстрее изнашиваются, из-за чего трение только усиливается, что в итоге приводит к быстрому выходу свёрл из строя и резкому снижению эффективности сверления. Аналогично, при использовании твердосплавного сверла или сверла со сменными пластинами, твердый сплав при перегреве теряет твердость, и начинается пластическая деформация режущей кромки, что является нежелательным типом износа.
Для борьбы с разогревом применяют охлаждение с помощью охлаждающих эмульсий или смазочно-охлаждающих жидкостей (СОЖ). При сверлении на станке часто возможно организовать подачу жидкости непосредственно к месту сверления. Подача охлаждающей жидкости также может осуществляться через каналы в самом сверле, если это позволяет станок. Такие каналы делаются во многих цельных сверлах и во всех корпусных. Внутренняя подача СОЖ необходима при сверлении глубоких отверстий (глубиной 10 и более диаметров). При этом важно не столько охлаждение, сколько удаление стружки. Давление СОЖ вымывает стружку из зоны резания, что позволяет избежать её пакетирования или повторного резания. Если в таком случае невозможно организовать подачу СОЖ, то приходится осуществлять сверление с периодическими выводами сверла для удаления стружки. Такой метод крайне низкопроизводителен.
При сверлении ручным инструментом сверление время от времени прерывают и окунают сверло в емкость с жидкостью.
См. также
Ссылки
Wikimedia Foundation . 2010 .
Синонимы :Смотреть что такое "Сверление" в других словарях:
Сверление - – механическая обработка огнеупорного изделия сверлильным инструментом для получения отверстий заданных размеров. [ГОСТ Р 52918 2008] Сверление – это выборка круглых отверстий и гнезд под шипы, шурупы и болты или сучков с последующей… … Энциклопедия терминов, определений и пояснений строительных материалов
Резание древесины вращающимся режущим инструментом, подаваемым вдоль оси вращения, для получения отверстий. Инструментом сверления служат сверла, приводимые в движение дрелью, коловоротом, воротком или буравом. См. также: Резание древесины Сверла … Финансовый словарь
Высверливание, провертывание, сверловка, пробуравливание, обсверливание, протачивание, буравление, просверливание Словарь русских синонимов. сверление сущ., кол во синонимов: 12 анатреза (2) … Словарь синонимов
сверление - Осевая обработка сверлом [ГОСТ 25761 83] сверление Процесс образования отверстий в материале с помощью сверла [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики обработка резанием EN boringdrilling DE Bohrén … Справочник технического переводчика
Образование сквозного или глухого цилиндрического отверстия в материале сверлом. Осуществляется вручную дрелью и др. инструментами или на сверлильных, токарных, револьверных и др. станках … Большой Энциклопедический словарь
СВЕРЛЕНИЕ, сверления, мн. нет, ср. (спец.). Действие по гл. сверлить в 1 знач. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
СВЕРЛИТЬ, лю, лишь; лённый (ён, ена); несов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
СВЕРЛЕНИЕ - процесс образования в сплошном материале сквозного или глухого цилиндрического отверстия путём механического вырезывания и удаления материала в виде стружки (см.), совершающим обычно вращательное и поступательное движения (вдоль оси отверстия)… … Большая политехническая энциклопедия
Сверла (или пёрки) и сверлильные машины. Изготовление цилиндрических отверстий при посредстве вращения инструмента, так назыв. сверление, практиковалось уже в доисторические времена. В остатках свайных построек находили рыбьи кости с ушками,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Я; ср. к Сверлить. Скоростное с. С. отверстий. ◁ Сверлильный, ая, ое. С ые работы. С. цех. С. станок. С ая установка. * * * сверление образование сквозного или глухого цилиндрического отверстия в металлических и неметаллических материалах.… … Энциклопедический словарь
Книги
- Сверление древесины и древесных материалов , Глебов Иван Тихонович , В книге рассмотрены кинематика и динамика процесса сверления, показана зависимость крутящего момента от сил резания и параметров режима сверления. Рассмотрены поверхности и секущие плоскости… Категория:









